

The world of pharmaceutical packaging equipment is really gearing up for some exciting changes come 2025. Innovations are rolling in fast, focusing on making processes more efficient, safer, and greener. According to Dr. Emily Johnson, who’s pretty much a guru in pharma engineering, the future’s all about smart tech—stuff that not only speeds things up but also keeps medicines safe and effective.

At Shanghai IVEN Pharmatech, we’re totally on board with this vision. Our four specialized factories are all about developing top-notch machinery for pharma, blood collection tubes, and water treatment systems.
As we look ahead, it’s clear that trends like digital tech and automation are going to be game-changers for the industry. Companies are taking big strides toward smoother, smarter operations. Here at Shanghai IVEN Pharmatech, we’re dedicated to pushing these innovations forward, helping our clients stay ahead of the curve. We know that quality and compliance are still the name of the game, even as everything evolves.
All in all, the path toward 2025 looks pretty exciting for pharmaceutical packaging. By embracing the latest tech and listening to expert insights, we can not only improve our packaging solutions but also boost patient safety and make the whole process more sustainable. It’s a thrilling time to be in this field!
Innovative Materials Revolutionizing Pharmaceutical Packaging in 2025
The pharmaceutical packaging industry is on the brink of a revolution driven by innovative materials set to reshape the sector in 2025. According to a recent report by Research and Markets, the global pharmaceutical packaging market is projected to reach $200 billion by 2025, with an expected CAGR of 7.5%. This growth is fueled by the adoption of advanced materials like biodegradable plastics, smart packaging, and child-resistant designs that not only enhance product safety but also address environmental concerns.
These innovative materials offer pharmaceutical companies the ability to improve drug stability and shelf life. For instance, the integration of smart technology in packaging allows for real-time monitoring of temperature and humidity, ensuring optimal storage conditions. Additionally, breakthroughs in sustainable materials significantly reduce carbon footprints, appealing to a growing consumer base that values eco-friendly practices.
**Tips:** When considering the adoption of new packaging materials, ensure compliance with regulatory standards and assess the long-term cost implications. Engaging with suppliers who specialize in sustainable packaging can also provide valuable insights into the latest innovations. Staying informed about market trends through industry reports can help companies remain competitive in a rapidly evolving landscape.


Optimizing Pharmaceutical Efficiency: Insights from the Latest Market Reports on Automatic Blister Packing & Cartoning Machines
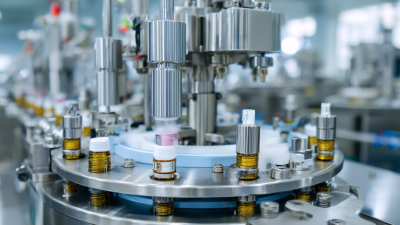
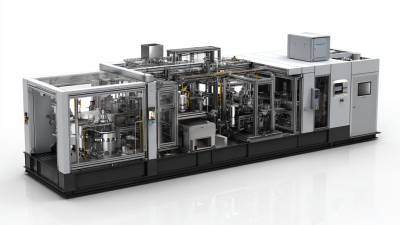
In the ever-evolving pharmaceutical industry, optimizing efficiency is crucial for meeting the increasing demand for packaged medications. The latest market reports highlight the importance of automatic blister packing and cartoning machines, which are integral components of modern pharmaceutical production lines. These machines work in tandem to create a streamlined process that enhances productivity and reduces the potential for human error.
At the core of this automation are three essential machines: the blister machine, the cartoner, and the labeller. The blister machine plays a pivotal role by forming precise blister packs that protect medications from external factors while ensuring extended shelf life. Following this, the cartoner efficiently packages these blister packs into cartons, providing a protective layer and facilitating ease of handling. Lastly, the labeller ensures that each carton is accurately labeled, which is critical for regulatory compliance and for providing essential product information to consumers.
This combination of machinery not only boosts production efficiency but also enhances the overall quality of pharmaceutical packaging. As companies continue to seek ways to optimize their operations, investing in advanced blister packing and cartoning solutions will be paramount for success in a competitive market.

FAQS
: Smart packaging solutions incorporate advanced technologies like RFID and IoT to enhance drug safety and traceability, ensuring pharmaceuticals maintain effectiveness from production to patient delivery.
The market is projected to reach approximately $40 billion by 2025 due to the need for safety measures against counterfeiting and an increased emphasis on product integrity.
According to a PwC survey, over 65% of pharma executives believe that smart packaging can significantly reduce issues related to drug mishandling and counterfeiting through enhanced traceability.
Serialization involves assigning unique identifiers to individual packages, which enhances product security and aids in combating counterfeiting, ensuring compliance with regulatory requirements.
Smart packaging provides real-time information about drug origin, expiration dates, and storage conditions, thereby empowering consumers with crucial information regarding the products they use.
Heightened regulatory requirements necessitate transparency and traceability in the pharmaceutical supply chain to ensure drug safety and integrity, which smart packaging solutions help achieve.
The U.S. label printer market is evolving to meet the growing demand for innovative packaging solutions, particularly driven by e-commerce expansion and technological advancements.
Key activities include active pharmaceutical ingredient synthesis and clinical trial material manufacturing, which are essential for the evolving pharmaceutical sector and require efficient packaging processes.
The integration of advanced serialization and smart packaging technologies are expected to play a critical role in enhancing drug safety, transparency, and compliance in the pharmaceutical landscape.
Conclusion
The article "Explore the Future: 2025 Top Pharmaceutical Packaging Equipment Innovations" highlights groundbreaking advancements in the pharmaceutical packaging industry. Key innovations include the use of innovative materials that are set to revolutionize packaging, enhancing both drug safety and traceability through smart packaging solutions. Automation is significantly boosting efficiency in pharmaceutical production, while sustainability trends are paving the way for eco-friendly packaging innovations. Furthermore, advancements in serialization are ensuring compliance through technology integration, and the role of AI and IoT in next-generation pharmaceutical packaging equipment is redefining industry standards.
As a leader in pharmaceutical machinery, Shanghai IVEN Pharmatech Engineering Co., Ltd. is positioned to capitalize on these innovations with its four specialized factories focused on producing state-of-the-art pharmaceutical packaging equipment. The integration of these emerging technologies promises not only to improve production processes but also to enhance the overall safety and sustainability of pharmaceuticals in the market.
Related Posts
-

How to Select the Perfect Pharma Blister Cartoner Machine for Your Production Needs
-
Essential Checklist for Choosing the Right China Automatic Filling Machine for Pharmaceutical Applications
-

7 Essential Tips to Choose the Best Leak Testing Machine Manufacturers
-

Ultimate Guide to Selecting the Best Pharmaceutical Liquid Filling Machines in 2025
-
Exploring After-Sales Service Benefits and Future Innovations in Dry Powder Filling Machinery
-

The Future of Liquid Filling Machines: Innovations Shaping Tomorrow's Manufacturing
